


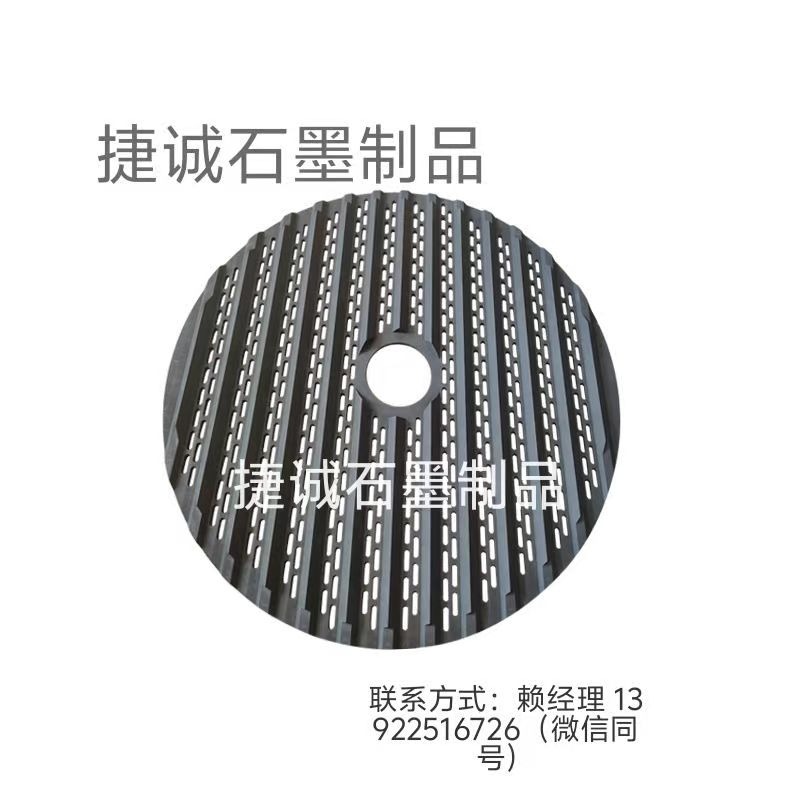
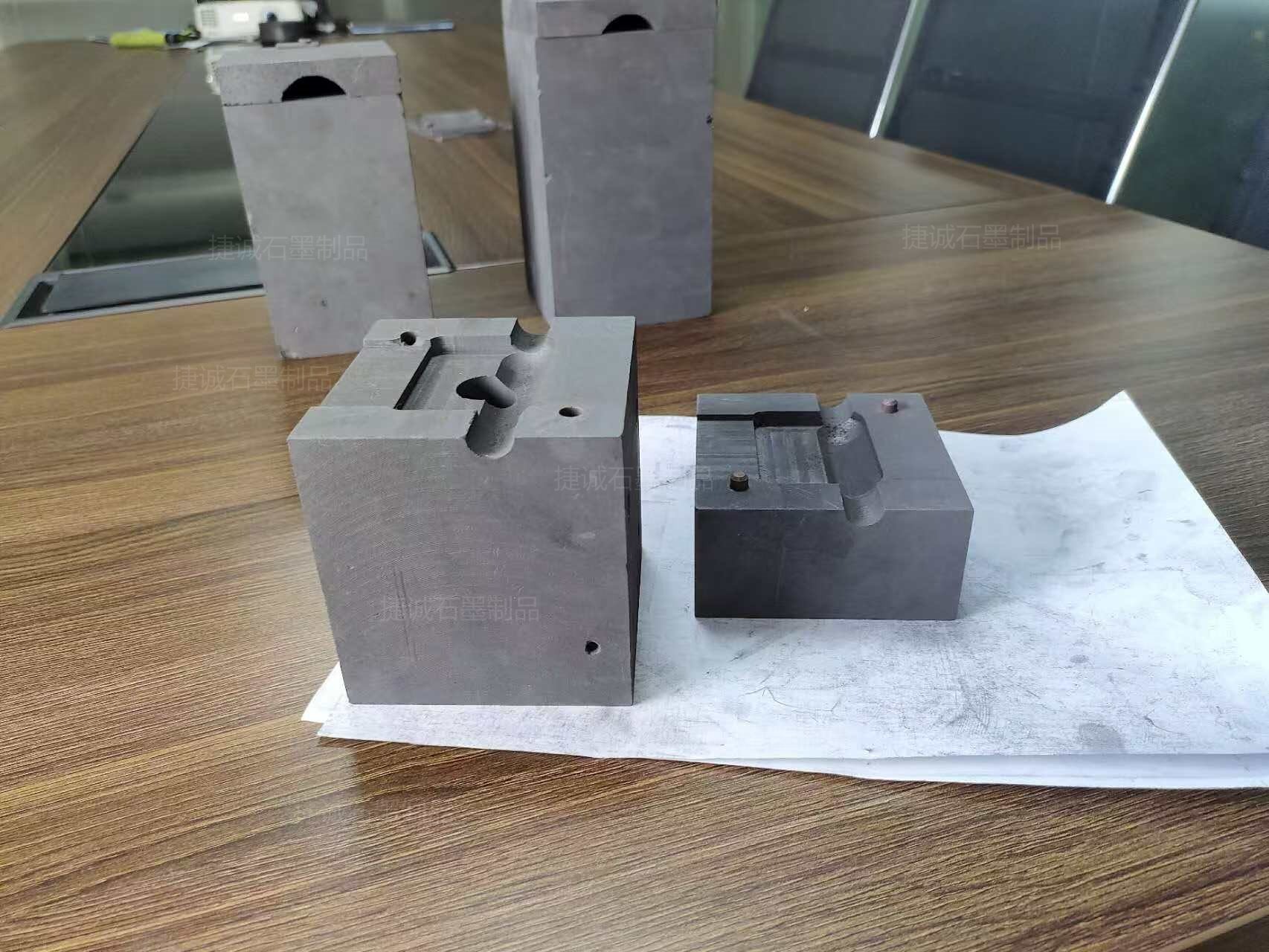
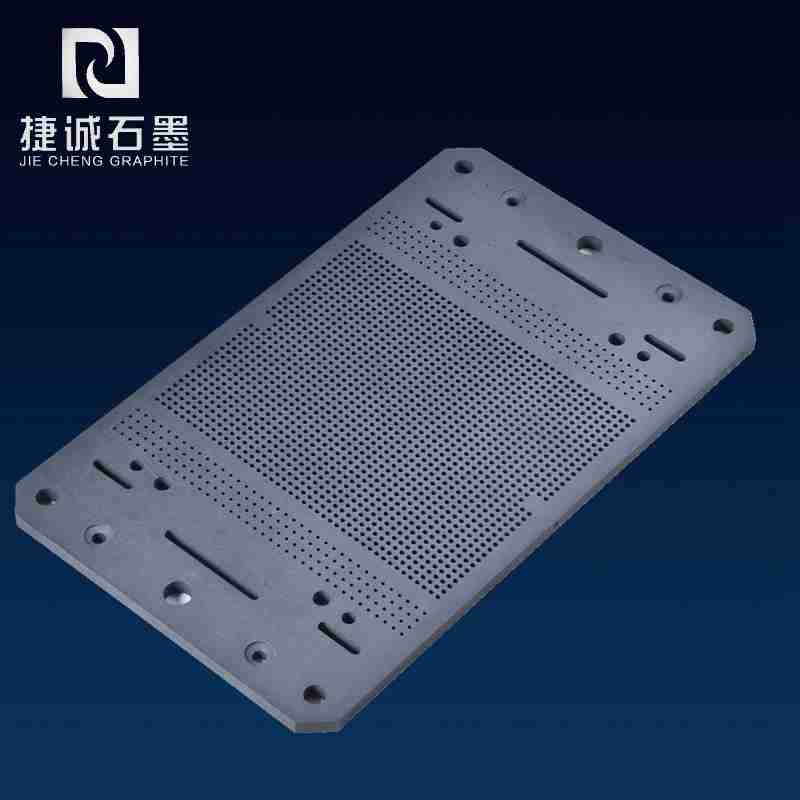
鎢鋼刀具燒結盤,石墨盤,刀具燒結石墨盤,石墨盤加工,鎢鋼刀涂層石墨圓舟,圓刀燒結石墨舟皿加工 ,石墨盤生產廠家
在鎢鋼刀具燒結盤加工過程中,需重點重視資料特性、工藝參數、設備保護、安全防護及質量檢測等環節,以下為具體注意事項:
一、資料特性與預處理
粉末混合均勻性
碳化鎢與鈷粉需充分混合,防止成分偏析導致燒結后硬度不均。主張選用球磨機混合4~8小時,并定時查看混合效果。
濕度操控
粉末易吸濕,需在干燥環境(濕度≤40%)中儲存,運用前需在120℃下烘干2小時,防止燒結時發生氣孔。
二、限制成型操控
壓力穩定性
限制壓力需均勻(150~300MPa),防止部分密度差異導致燒結變形。主張選用雙向限制技能,減少密度梯度。
模具精度
模具需定時校準,外表粗糙度Ra≤0.4μm,防止脫模時劃傷工件。
三、燒結工藝優化
溫度與時刻操控
燒結溫度1400℃~1500℃,保溫時刻2~4小時,升溫速率≤10℃/min,防止熱應力開裂。
示例:燒結溫度每升高50℃,晶粒尺度可能增大10%,需嚴厲監控。
氣氛保護
選用氫氣或真空環境(真空度≤10?2Pa),防止氧化。氫氣流量需≥5L/min,保證氣氛均勻。
冷卻速率
隨爐冷卻至室溫,防止急冷導致裂紋。冷卻速率需≤5℃/min。
四、設備保護與操作
燒結爐保護
定時查看加熱元件和熱電偶,保證溫度操控精度±5℃。爐內需清潔,防止雜質污染。
磨床與CNC設備
主軸跳動≤0.002mm,刀具需選用金剛石或CBN材質,防止加工時發生微裂紋。
涂層設備校準
CVD/PVD涂層設備需定時校準氣體流量和溫度,保證涂層厚度均勻(±0.5μm)。
五、安全防護辦法
粉塵防護
加工區域需配備高效除塵系統,粉塵濃度≤5mg/m3,操作人員需佩帶防塵口罩和護目鏡。
高溫防護
燒結爐操作需穿戴隔熱手套和防護服,防止燙傷。
氣體安全
氫氣運用需安裝防爆設備和泄漏報警器,保證通風杰出。
六、質量檢測與改善
尺度檢測
運用三坐標測量儀檢測尺度精度,公役需操控在±0.01mm以內。
金相分析
定時取樣調查晶粒尺度和孔隙率,孔隙率需≤1%。
功能測試
硬度需≥HRA89,抗彎強度≥3000MPa。若不合格,需調整燒結參數或質料配比。
數據追溯
樹立工藝參數數據庫,記錄每批次燒結溫度、壓力、時刻等數據,便于問題追溯和改善。
七、常見問題與解決方案
問題 原因 解決方案
燒結變形 溫度不均或壓力缺乏 優化燒結曲線,添加均熱段時刻
外表氧化 氣氛保護缺乏 查看氫氣流量,替換密封件
涂層脫落 涂層前外表粗糙度缺乏 添加磨削余量,保證外表Ra≤0.2μm
加工崩刃 刀具磨損或切削參數不當 選用CBN刀具,下降切削速度至80m/min
八、總結
鎢鋼刀具燒結盤加工需嚴厲把控資料、工藝、設備和檢測四大環節,經過以下辦法提升成品率:
質料預處理:保證粉末干燥、混合均勻。
工藝優化:準確操控燒結溫度、時刻和氣氛。
設備保護:定時校準設備,保證精度和穩定性。
質量檢測:樹立全流程檢測體系,及時反饋改善。
經過系統化辦理,可明顯下降廢品率,提升產品功能和一致性。
-
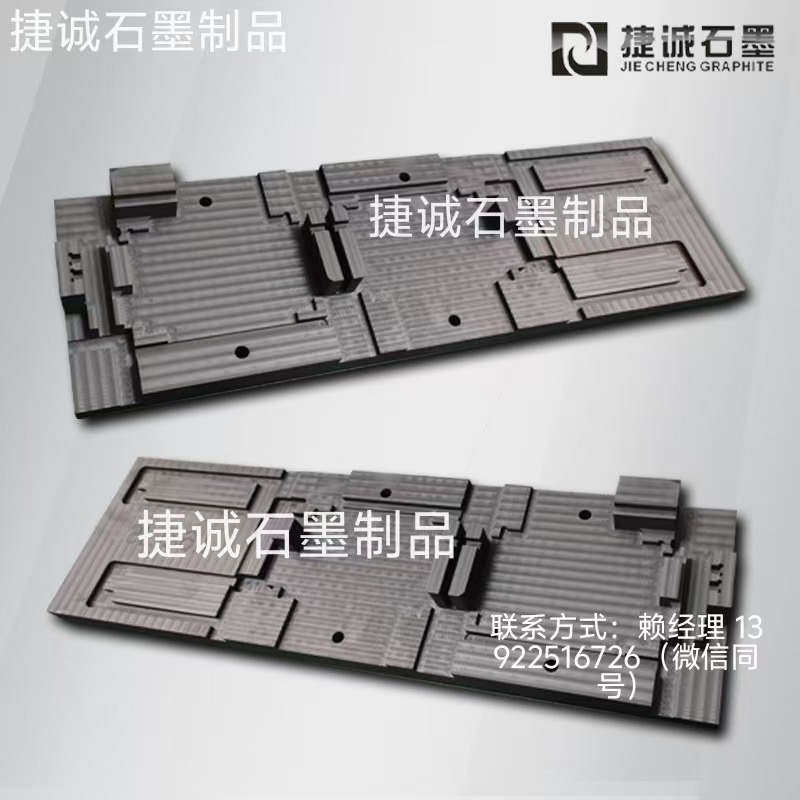
液冷板釬焊石墨模具,液冷板石墨模具,水冷板釬焊石墨模具,石墨模具,石墨夾具,石墨治具,石墨模具加工,石墨模具加工廠,石墨模具生產廠家
-
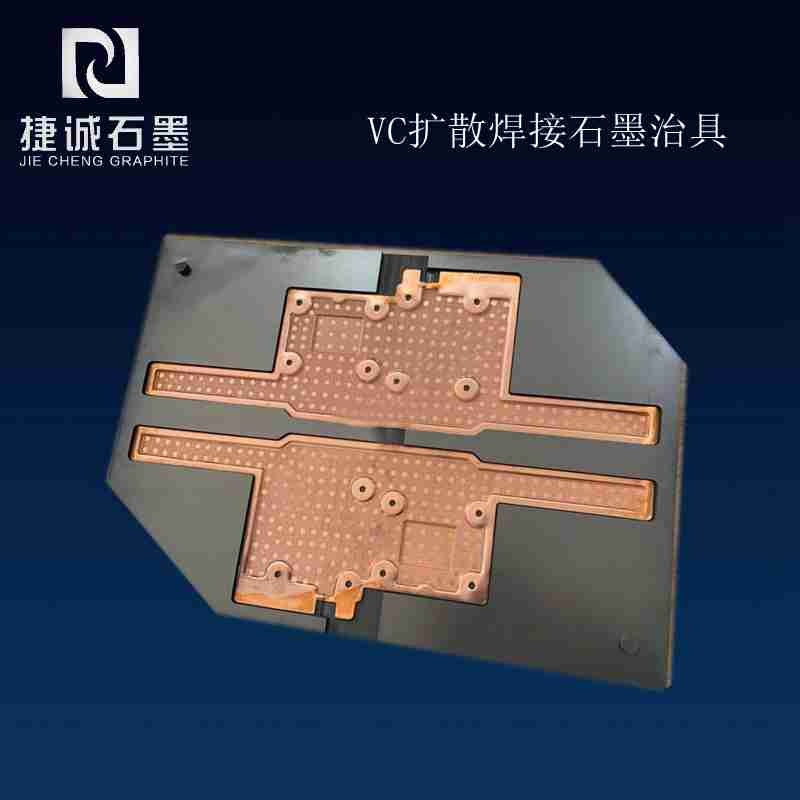
石墨模具,石墨治具,電子燒結石墨模具,VC石墨模具,石墨工裝夾具,燒結石墨模具,半導體封裝石墨模具,石墨模具生產廠家
-
鎢鋼刀具燒結盤,石墨盤,刀具燒結石墨盤,石墨盤加工,鎢鋼刀涂層石墨圓舟,圓刀燒結石墨舟皿加工 ,石墨盤生產廠家
-
高純石墨焊接模具,防雷放熱焊接石墨模具,放熱焊石墨模具,防雷接地專用石墨模具,焊接石墨模具,防雷石墨模具,石墨模具
-
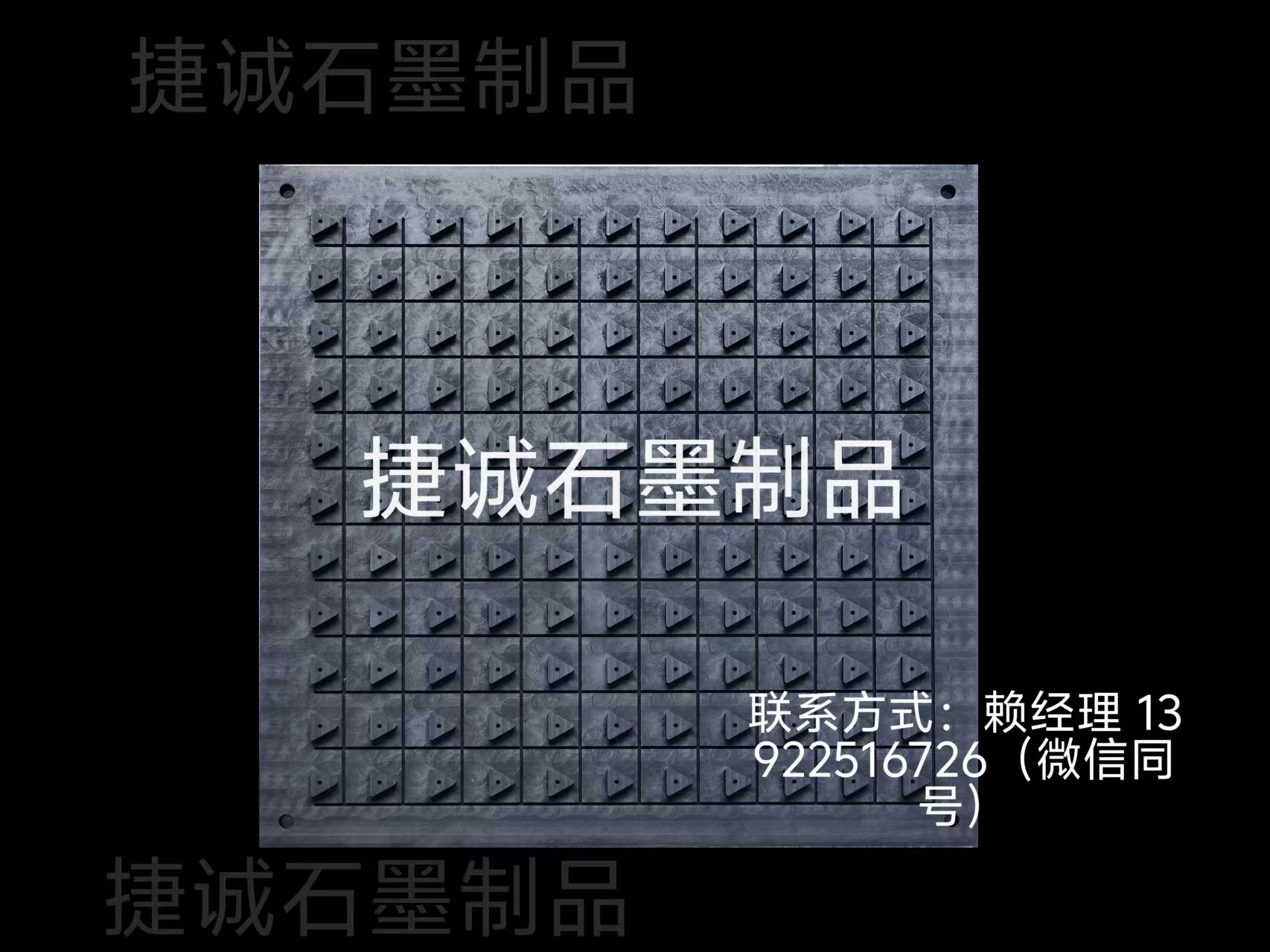
電子封裝石墨模具,電子燒結石墨模具,半導體封裝石墨模具,二極管封裝石墨模具,石墨模具,石墨治具,石墨夾具,石墨模具生產廠家